High-efficiency mechanical components engineered for robust factory operations







Unlocking macroeconomic efficiency through integrated technology and automated material flows
In North America and Europe, supply chains face critical shortages of skilled logistics labor, driving up operating costs. This economic environment has made automation not just a metric of efficiency, but a prerequisite for business continuity. Facilities that rely on manual workflows find it difficult to handle seasonal peaks, leading to structural bottlenecks.
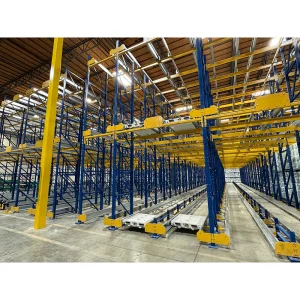
By deploying heavy rack integrated automated warehouse systems and telescoping mobile conveyors, businesses can double their daily throughput capacity while significantly reducing manual handoffs. The ultimate objective is clear: decrease the cost-per-shipped-unit and maximize cubic utilization of every square foot of real estate.
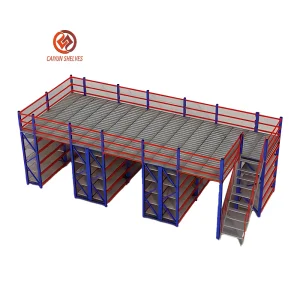
Utilize vertical space efficiently with integrated mezzanine systems and ASRS to reduce warehouse footprint.
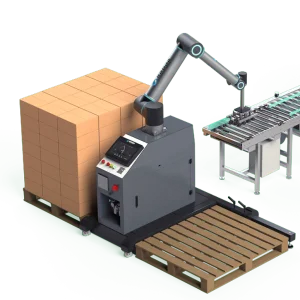
Continuous, high-speed sorting and automatic palletizing reduce processing times from hours to minutes.
Smart barcode scanners and automated routing systems prevent mis-shipments and inventory loss.
Transition workers from physically demanding lifting to supervising high-level automation systems.
Why leading global enterprises partner with Chinese automated machinery manufacturers
A key advantage of Chinese manufacturing centers is the ability to offer customized systems at scale. Western integrators often rely on outsourcing structural framing, conveying belts, and control panels to separate vendors. Chinese factories, by contrast, maintain vertically integrated operations. This single-point-of-contact approach ensures that structural steel mezzanines align perfectly with high-tensile chevron belts and collaborative robot palletizers.
How distinct commercial sectors deploy integrated shipping equipment to solve logistics bottlenecks
Fulfillment centers process millions of distinct SKUs daily. To handle this complexity, factories deploy automated sorting systems, barcode scanners, and extendable belt conveyors. These elements work together to move packages from packing stations to outgoing trailers with minimal manual handling.
Heavy machinery assembly lines use heavy-duty roller conveyors, RGV operations, and automated shuttle systems (ASRS). These systems manage heavy components through production phases, reducing forklift traffic in critical production zones.
Third-party logistics providers need adaptable spaces to handle changing client needs. Dynamic mezzanine floor racking and flexible roller conveyors allow warehouses to adapt their layouts quickly, while stainless steel manual/electric pallet jacks ensure reliability in cold, damp environments.
How new technologies are shaping the future of automated shipping factories
A Leading Warehouse Conveyor Systems Manufacturer
Shenzhen JK Logistics Co., Ltd. is a professional Warehouse Conveyor Systems Manufacturer specializing in material handling, sorting systems, and logistics automation solutions for modern warehouses, distribution centers, and industrial facilities. Based in Shenzhen, China, the company focuses on the development and production of intelligent automation equipment designed to improve operational efficiency, optimize material flow, and support the growing demands of global supply chains.
With extensive experience in warehouse and logistics automation, JK Logistics provides integrated solutions covering material handling systems, warehouse conveying equipment, automated sorting technologies, order fulfillment automation, pallet handling solutions, distribution center infrastructure, and smart logistics integration. These solutions are widely used in e-commerce fulfillment centers, retail distribution networks, third-party logistics operations, manufacturing facilities, and parcel processing hubs.
The company is committed to delivering reliable, scalable, and customized automation solutions that address the challenges of modern warehousing. Its engineering team collaborates closely with customers to analyze operational requirements, warehouse layouts, throughput objectives, and future expansion plans. By combining automation technology with practical logistics expertise, JK Logistics develops systems that improve productivity, reduce manual handling, enhance accuracy, and streamline warehouse operations.
Equipped with advanced manufacturing capabilities and comprehensive quality management processes, the company maintains strict standards throughout design, production, testing, and installation. Continuous investment in research and development enables JK Logistics to incorporate intelligent control technologies, data-driven automation, and flexible system integration into its solutions.
Serving customers across Asia, Europe, North America, South America, the Middle East, and other international markets, Shenzhen JK Logistics Co., Ltd. is dedicated to providing efficient warehouse conveyor systems and logistics automation solutions that help businesses improve operational performance, increase supply chain efficiency, and adapt to the evolving requirements of modern distribution and fulfillment environments.










A practical framework for evaluating and selecting an industrial machinery factory partner
Analyzing the total cost of ownership goes beyond the initial purchase price. It includes evaluating power consumption, expected maintenance schedules, and the wear rate of belts, rollers, and motors. Choosing robust components from a certified manufacturer minimizes maintenance downtime over the life of the system.
Expert technical insights answering common questions about automated material handling systems
High-speed robotic palletizers, ASRS modules, and specialized industrial sorting systems